

English
- English

CONTACT US
If you have any queries, get in touch today! Don't hesitate. We try to take the extra step for our customer satisfaction.
Our News
Carbon Conversions offers recycling solutions to companies that need to dispose of excess carbon fiber from decommisioned parts.
Ultrasonic welding for in-space manufacturing of CFRTP
2025-09-01 08:49:20
Click:
“
Agile
Ultrasonics and NASA test robot-compatible carbon fiber reinforced
thermop
”
Agile Ultrasonics and NASA test robot-compatible carbon fiber reinforced thermoplastic ultrasonic welding technology for space structures

Agile Ultrasonics has developed an advanced ultrasonic welding system integrated with a robotic arm. This innovation enhances the precision and efficiency of welding applications.
The concept of in-space manufacturing (ISM) emerged in the 1970s, referring to the production of materials and components outside Earth's atmosphere. Since then, it has evolved from theoretical research to practical experimentation. The main goals of ISM include reducing launch costs by manufacturing parts directly in orbit, enabling on-demand production for long-duration missions, and taking advantage of the unique conditions of space, such as microgravity and vacuum, to produce materials.
Thermoplastic composites (TPC) have made significant progress in aerospace and space applications over the past decade, demonstrating the potential of ISM. Compared to traditional thermosetting systems, they offer several key advantages, including ease of connection and processing through melting and fusion bonding/welding, enhanced recyclability, and improved fracture toughness. However, they also face a critical challenge: achieving reliable, repeatable, and automated connections of structural components under the extreme conditions prevalent in space.
To address this challenge, NASA's Game Changing Development (GCD) program, based in Washington, D.C., has been operating under the Space Technology Mission Directorate since 2011. This program has initiated multiple projects to explore the combined approaches of advanced materials and space assembly. The program emphasizes versatility over specific flight hardware applications, aiming to enhance mission capabilities in various scenarios in the future.
A notable initiative that began in October 2021 is the Thermoplastic Development for Exploration Applications (TDEA), which focuses on the structural integrity, processing characteristics, and in-situ connection technologies of carbon fiber-reinforced thermoplastics (CFRTP). NASA is pursuing TPC to advance the capabilities of ISM and to support future space exploration missions.
Welding is in line with the strategic goals of developing materials and manufacturing methods for space exploration.

Chris Skocik, the manager of Agile Ultrasonics engineers,
presented the prototype L-shaped support structure for the lunar tower that was welded at the company's factory in Columbus, Ohio.
Dr. Sandy Miller, a chemical engineer from the Glenn Research Center of NASA (Cleveland, Ohio, USA), emphasized: 'The capabilities of TPC welding can significantly simplify space assembly operations.'。This process simplifies the processes of melting thermoplastic materials and applying pressure, rather than managing individual components such as bolts and pre-drilled holes. This approach not only enhances the convenience of assembly, but also enables the construction of larger structures with greater ease.
Background of the TDEA Project
Under the TDEA framework, teams from NASA Glenn Research Center, Langley Research Center (Hampton, Virginia, USA), Goddard Space Flight Center (Greenbelt, Maryland, USA), and Marshall Space Flight Center (Huntsville, Alabama, USA) (Arabia, USA) conducted in-depth investigations into the performance of TPC under lunar and orbital conditions. This study covered the evaluation of laminate processing, mechanical properties, and connection technologies. Various welding methods were examined in detail, including resistance welding, ultrasonic welding, and induction welding. Although resistance welding and induction welding demonstrated high mechanical strength, they also presented significant challenges in terms of power consumption and the feasibility of space applications. In contrast, ultrasonic welding demonstrated strong connection capabilities and was well integrated with robotic operations and the inherent environmental limitations of space missions.
Overview of welding technologies and thermoplastic composite materials (TPC) materials evaluated in the NASA TDEA program
In 2022, Agile Ultrasonics (Columbus, Ohio, USA) initiated a collaboration with NASA under the TDEA framework, aiming to explore the potential of the company's ultrasonic welding technology in CFRTP. The main objective of this partnership was not to provide conclusive solutions, but to accumulate baseline data, refine process control methods, and assess the feasibility of this technology for structural connection applications in space environments.
Agile's work began with a series of small-scale experiments, including single-loop shear specimen tests, plate welding evaluations, and initial single-loop shear tests. Encouraged by the results demonstrating the feasibility of welding thick TPC laminates, NASA subsequently expanded itscollaboration with Agile Ultrasonics, incorporating structural scale tests and environmental verification studies.
welding process
Ultrasonic welding is a proven technology for connecting TPC materials, and it is particularly prevalent in the automotive and consumer goods industries. Here, traditional applications typically target thin components made from substrates with low fiber content, using high-frequency vibration to generate localized heating at the interface. Even in aerospace applications, the traditional process often employs geometric features such as energy directors or resin-rich film inserts to facilitate melting and material flow at the bonding line, especially for continuous ultrasonic welding applications.
Agile Ultrasonics believes that traditional OEM system manufacturers have largely failed to develop the potential of ultrasonic technology. As an innovative company, Agile's strategy is to apply technology to explore under-explored application areas based on the characteristics of the composite materials at hand. The company has demonstrated that by customizing ultrasonic stacking and developing new methods, it can achieve results that were previously considered impossible, such as continuous ultrasonic welding without energy directors or polymer film inserts.

The tensile test was conducted on the carbon fiber reinforced thermoplastic specimens that were connected by ultrasonic welding. The preliminary experiments proved the ability to achieve stable and consistent bonding on thick laminated plate structures using this testing technique.
Jim Stratton, the president and CEO of Agile Ultrasonics, stated: 'Our approach is to prioritize understanding the material properties and then work backward from there.' 。In the context of high-performance TPC, especially those with high fiber content, the core challenge lies in providing precise heating to the material in a controlled manner, while advancing at the optimal speed and pressure/force to meet the welding requirements.
Agile's system is designed to achieve full thickness heating by adopting specialized ultrasonic end effectors, combined with tailor-made process parameters and methods. This technology is applicable to various robot platforms and provides programmable ultrasonic energy through modular ultrasonic welding pole designs, which maintain contact with the composite material surface while following the welding path.
Compared to traditional ultrasonic welding machines that rely on off-the-shelf components, Agile Ultrasonics' system is custom-designed to match the thermal and mechanical properties of aerospace-grade composites. These advanced materials, including prepregs using low-melt polyaryletherketone (LMPAEK) polymer from Victrex (Cleveleys, UK), can contain up to 60% volume of carbon fibers and exhibit low melt flow characteristics compared to standard TPC. Agile adjusts its ultrasonic stacking and welding parameters based on the specific resin behavior of the connected components, the fiber structure, and the laminate thickness.
This versatility enables the technology to be applied to connecting pre-impregnated plates, preformed parts, braided sleeves, and unidirectional tape laminates, providing flexibility for various composite material formats. The technology can precisely control frequency, amplitude, force, and welding speed, and is operable in both ambient air and vacuum environments. Typically, the system operates at a frequency of 20 kilohertz and applies a force of 45-150 pounds (200-670 Newtons).
Material selection and characterization
The TDEA project evaluated five TPC material systems to determine the most feasible application solution. After conducting rigorous tests on over 600 samples, the research team identified T700 carbon fiber reinforced LMPAEK prepreg from Toray Advanced Composites Inc. (Morgan Hill, California, USA) as the primary candidate material.
Miller pointed out: 'We chose to advance LMPAEK because of its optimal processing performance and the large amount of material characterization data accumulated during the down-selection stage.'。Although it successfully welded with all the other evaluated materials, LMPAEK demonstrated particularly outstanding processing capabilities at lower temperatures than PEEK and PEKK, as it minimized the residual stress in the final components to the greatest extent.

The TPC L-type bracket is currently under production. Before ultrasonic welding, the automatic tape laying technique is used to lay it on the molded base plate to facilitate the assessment of structural integrity.
The material testing plan also includes the assessment of the venting performance, which is a key factor for space applications. According to ASTM E595, all tested TPC materials showed negligible venting levels. This standard measures the mass change of the samples and the mass of the collected condensate volatiles.
From 2022 to the beginning of 2024, the collaboration between Agile
Ultrasonics and NASA progressed from an initial small-scale feasibility study to a complex structural assessment. During this period, several experimental designs were carried out to establish baseline performance indicators for welded joints of different materials and laminated board configurations. The initial focus included single-loop shear (SLS-single-lap shear) specimens, with a specific size of 1×1 inch (25.4×25.4 millimeters) of the bonding area, composed of carbon fiber-reinforced LMPAEK composite materials. These specimens were welded using Agile's technology and then tested according to standardized mechanical protocols.
Joint trial and results
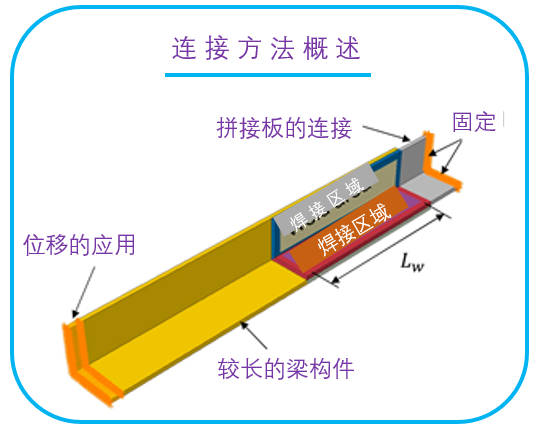

The simulation model of the welded L-shaped bracket joint provides a detailed description of the welding area and structural configuration, which is helpful for predicting mechanical properties and offering information for optimizing the ultrasonic welding process.
A series of ultrasonic welding techniques were used in the experiment, including plug welding (static or spot welding of the clamping components in the fixture) and continuous ultrasonic welding methods. In collaboration with the research team from NASA, the process cycle was iteratively modified, and the joint quality was improved by studying various interface configurations.
Andrew Bergan, the analysis director of the Langley Research Center of NASA, commented: 'Although the early ultrasonic welding process models addressed some of the physical issues involved, they failed to cover all the key mechanisms.' 。'Our modeling work has revealed some shortcomings of the traditional heating mechanism methods, especially when they are related to the melt temperature range. This insight highlights the necessity of improving the process model to more accurately predict and control the heat generation during the ultrasonic welding process of these advanced thermoplastic composites.'
In terms of performance, the preliminary tests using LMPAEK film laminates showed that the shear strength was between 3 and 8 MPa, and the failure mode of the bonding interface dominated. It is notable that by adding the LMPAEK film layer to the bonded material to enhance the polymer chain entanglement, the research team obtained a lap shear strength of up to 2.9 ksi (20 MPa) using four layers of LMPAEK film. However, this improvement came at the cost of introducing an unpredictable and potentially catastrophic failure mode, which could endanger the bonded material.
By mid-2024, the initiative progressed from sample testing to welding of structural components. The next stage involves welding of the prototype L-shaped bracket, whose structure is designed to simulate the joints within the theoretical space framework. These components are characterized by 60 layers, 8.59 mm thick CFRTP laminates welded to 52 layers, 7.58 mm thick CFRTP laminates, very similar to the components used for assembling the lunar pole in the lunar tower.
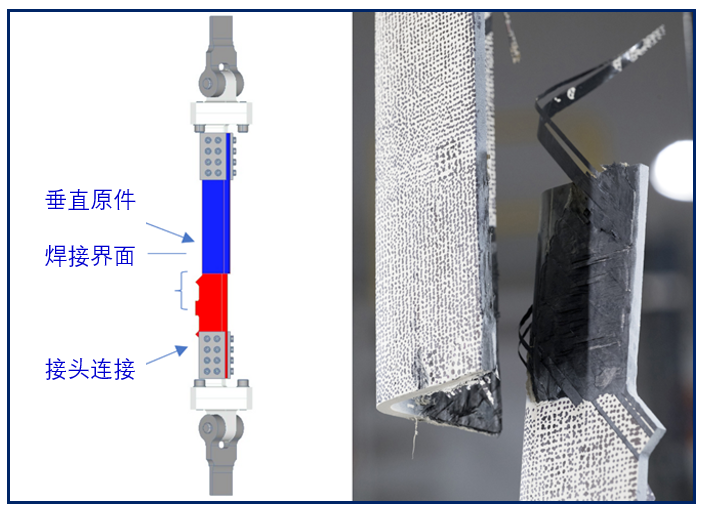
The structural testing equipment of NASA assesses the integrity of ultrasonic welds on L-shaped support joints. The test samples revealed failure modes that occurred in the base plate material rather than at the welding interface.
Ken Segal, the design director of the Goddard Space Flight Center of NASA, explained: 'The L-shaped cross-section was chosen because of its open structure, which makes it easy to apply pressure on both sides during the welding process.' 。'This configuration achieves a balance between structural efficiency and the accessibility of welding operations.'
At this stage, the National Aeronautics and Space Administration (NASA) considered the thickness of the parts and the scope of the expansion efforts before choosing the plug-in welding method for further research. The tensile test of the plug-in support frame indicated that its strength was the highest, exceeding the specified limit load by 2.7 times. The failure occurred on the base plate rather than at the welding interface. These findings suggest that the integrity of the welding joint is sufficient, rather than being the main limiting factor for the overall structural performance.
Environmental testing and space relevance
After completing the TDEA project in January 2025, NASA transformed its collaboration with Agile Ultrasonics into a new initiative called 'Structural Material Connections in Space', which received partial funding from the Ohio Federal Research Network (OFRN). This move continues to focus on generating baseline welding data under controlled thermal vacuum conditions. Future plans include integrating microgravity scenarios, possibly through parabolic flight tests or experiments conducted in orbit.
As part of this new project, Agile Ultrasonics designed a custom vacuum chamber, aiming to simulate the temperature range of -190°C to +120°C encountered on the lunar surface, reflecting the thermal conditions the surface would experience. The chamber can operate in both environmental and vacuum conditions and has an integrated sensor array for real-time monitoring and control of the welding internal temperature.
Bergen said: 'The thermal dynamics of the lunar surface present significant challenges, especially due to the possibility of rapid temperature fluctuations.' 。Our analysis indicates that if welding operations can be strategically scheduled within three weeks of the year, the operating temperature could remain at around -80°C, rather than being extremely cold at other times. This insight can help formulate more favorable welding strategies for construction activities.
Future research and development
Despite the encouraging results achieved, there are still some key challenges in this field. One major technical obstacle is the precise measurement of the bonding line temperature during the welding process. Miller from the Glenn Research Center emphasized that advancements in temperature measurement technology could represent a significant leap in ultrasonic welding and welding technology. Currently, existing methods typically rely on indirect measurement to assess when the temperature exceeds the optimal processing threshold.
Furthermore, there are still issues with evaluating the bonding quality through non-destructive testing. Although technologies such as X-ray computed tomography and ultrasonic scanning are effective in identifying voids and delamination, they often cannot accurately predict the bonding strength. Researchers have encountered situations where interfaces that perform well in imaging show unexpectedly low mechanical strength, often referred to as 'kissing bonds.' This highlights the necessity of developing more reliable defect detection methods.
Agile Ultrasonics aims to raise its technology readiness level (TRL) from the current TRL 4 to TRL 6 or higher. This will be achieved through continuous internal development, collaboration with NASA and OFRN, rigorous verification tests, and system integration plans. The key focus of this development includes implementing new temperature measurement, closed-loop control, automated process monitoring, and thermal compensation algorithms, which are crucial for deployment in flight-critical or automated manufacturing environments.
The collaboration between NASA and Agile Ultrasonics indicates that ultrasonic welding has great potential in space applications, especially when portability and the provision of minimal auxiliary equipment offer significant advantages. Although challenges still exist, this work not only enhances the ability for space exploration but also enriches a broader understanding of TPC connection technology, with broad prospects for other applications in space and Earth's advanced structures.









