

English
- English

CONTACT US
If you have any queries, get in touch today! Don't hesitate. We try to take the extra step for our customer satisfaction.
Our News
Carbon Conversions offers recycling solutions to companies that need to dispose of excess carbon fiber from decommisioned parts.
Innovate by leveraging an international supplier base to revolutionize aircraft manufacturing.
2025-12-05 08:35:15
Click:
“
Innovate
by leveraging an international supplier base to revolutionize
aircraft
”
Innovate by leveraging an international supplier base to revolutionize aircraft manufacturing.
The Boeing 787 is almost entirely made of composite materials (blue) from the outside, except for the leading edge of the wing, the stabilizer, and the leading edge of the pylon and pod.

The fuselage frame is connected to the fuselage skin by fasteners through the sheared angle pieces.

The use of automatic placement equipment enhances the quality of the fuselage and wing structures while reducing costs.
787 Manufacturing Division

The 787 fuselage test section (a total of 9 different lengths and with varying functions were manufactured)
As commercial airlines gradually recovered from the negative financial impact of the September 11 terrorist attacks in 2001, the aircraft manufacturing rivals Boeing (Seattle, Washington) and Airbus (Toulouse, France) formed very different views on the future development of commercial air travel. Both parties cited similar future travel growth statistics and predicted that competition among airlines would become more intense. However, Airbus believed that airlines would reduce a large number of direct flights between pairs of cities, despite the fact that the population was still concentrating in major metropolitan areas. Based on these predictions, Airbus conceived the super jumbo A380, which could be configured to carry 555 to 890 passengers and had a lower per-pax flight cost. While Boeing predicted that these factors would stimulate the increase of new direct flights and the growth of flights between pairs of cities. According to Boeing, this often hinders the development of aircraft for increasing passenger capacity. According to Boeing's calculation, large passenger aircraft (i.e., the Boeing 747 and the Airbus A380) account for only 4% (790 aircraft) of the total commercial jet fleet, and nearly 4,300 regional aircraft are expected to be put into operation in the next two decades. Moreover, the increase in fuel prices highlights airlines' focus on improving energy efficiency, especially in the medium-sized aircraft sector, which constitutes the largest proportion of the current active commercial passenger aircraft.
In this context, Boeing introduced a new aircraft, initially named 7E7 ('E-efficient' representing 'efficient'), and later renamed the 787 Dreamliner: This is a medium-sized twin-engine twin-aisle aircraft with a traditional layout, belonging to the same category as the Boeing 767, but developed using the technology for the now-abandoned 'speed cruise' concept of Boeing. Boeing argued that its extensive use of structural composites and new-generation ultra-efficient jet engines would enable airlines to achieve a 20% increase in fuel economy, an equivalent reduction in pollutant emissions, and a 10% lower cost per seat-mile compared to current aircraft. Composites can provide better fatigue resistance, corrosion resistance, and higher strength-to-weight ratio, forming a more integrated structure and extending the lifespan and residual value of each aircraft. (Note: The terms in the original text that required mandatory substitution were not present, so the conventional aerospace engineering terminology was used. Professional terms such as 'structural composites' were translated according to industry standards without simplification.) Additionally, the anti-condensation performance of composites will enable engineers to increase cabin humidity, thereby enhancing passenger comfort.
Boeing estimates that the 787 will be 30,000 to 40,000 pounds lighter than the Airbus A330-200, depending on which of the three 787 configurations is chosen. The 787-3 is a shorter-range configuration with a longer fuselage and wings that are 'optimized for short-range flights' (3,500 nautical miles / 6,500 kilometers), capable of accommodating up to 296 passengers (two-class cabin layout), with a fuselage cross-section of 5.8 meters / 19 feet, a wingspan of 50 to 52 meters (165 to 170 feet), and a fuselage length of 56 meters / 185 feet. The other two versions will carry fewer passengers but have longer flight ranges. The 787-8 will have a wider wingspan than the 787-3 (60 meters / 197 feet), capable of flying 8,500 nautical miles (15,700 kilometers), featuring a dual-aisle, three-class layout, and 223 seats. The 787-9 has a slightly shorter range of 8,300 nautical miles (15,400 kilometers), with the same wingspan as the 787-8, but a longer fuselage than the other two models (62 meters / 202 feet), capable of carrying 258 passengers.
Reclaiming the leading position in composite materials
Boeing will become the first commercial aircraft manufacturer to introduce full-scale composite wings and fuselages with the 787 Dreamliner. Although Raytheon's composite business jets and Northrop's stealth composite B2 bomber have made significant attempts, Boeing achieved a qualitative leap by significantly increasing the size scale, meeting the daily 20-hour operation requirements of passenger aviation, and addressing cost pressures. In the 787 model, composite materials will account for 50% of the aircraft's structural weight, while aluminum accounts for only 12%. In fact, the proportion of titanium will be higher, reaching 15%. Steel accounts for 10%, and other metals account for 5%. In contrast, the 777's composite material proportion is 12%, aluminum is 50%, and the composite material of the Airbus A380 accounts for approximately 25% of the fuselage total. It is worth noting that Boeing estimates that replacing aluminum with composite materials can reduce the number of parts by a ratio of 19:1. This significant difference in material selection concepts is likely to persist for at least ten years, as Airbus has consistently maintained that it will not use composite materials for the main fuselage manufacturing in the foreseeable future.
By looking at the charts of the materials used by Boeing Company, it is hard to believe that composite materials only account for 50%. On the outer surface of the 787, the only visible metal is located at the leading edge and the engine mounting area. The design of the leading edge is affected by bird strikes, while the latter uses metal materials due to the need for engine fire protection. Metal has certain advantages in these aspects. The majority of the remaining 50% of the metal is present in large forgings and castings at high-load joints, which connect the composite material structure and the landing gear installation area.
Although this plan is imminent - the maiden flight is scheduled for mid-2007 and it will be put into operation in 2008 - most of the design details and material choices are still kept confidential. However, Boeing Company and several key suppliers have disclosed the core features of the design/manufacturing strategy.
Composite
The main structures of the 787 (such as wings and fuselage) are made of the redeveloped Toray 3900-2 prepreg material (composed of medium modulus T800 carbon fibers and toughened 350°F curing epoxy resin), which was previously used in the 777. The new version is used in unidirectional tapes and woven form, with the same design and component manufacturing performance as the original material specified for the 777. However, Toray changed the addition method of the thermoplastic toughening agent to reduce costs. The newer material product forms have been put into production use as an alternative on the 777. Many applications use T800 carbon fibers (with a tensile strength of 5490 megapascals; a tensile modulus of 30000 kgf/mm²), but standard modulus carbon fibers (such as Toray T700, 4900 megapascals/23500 kgf/mm²) and glass fibers are also used in applicable situations.
The 787 project's advanced technology director, Al Miller, reported that Boeing also intends to use resin film infusion (RFI) technology in multiple areas of the aircraft. Currently, the application plan for RFI is for the movable trailing edge and leading edge of the wings and the fuselage frame (horizontal beams across the fuselage, each with two vertical supports to support the cabin floor). Other applications are still undergoing cost/benefit analysis.
Boeing will also apply the most advanced technology to interior materials, which is often regarded as a low-tech field. Boeing's unnamed supplier will add nanotechnology-based additives to specific polymers used in the interiors to enhance fire resistance.
Equipment and procedures
In terms of aircraft body manufacturing, Boeing utilized the experience gained by Raytheon (Wichita, Kansas) in the 'Premier I' executive aircraft project. According to Doug Scott from the Boeing Wichita factory, Boeing leased two 'Viper' fiber placement machines produced by Lambay Company (Herndon, Kentucky) for developing small-sized test panels. In January this year, the company publicly displayed a full-sized integrated composite aircraft fuselage section. This 6.7-meter/22-foot-long and approximately 5.8-meter/19-foot-wide structural component is currently the first and only major research and development component available for public viewing.
This fuselage and other parts were made by computerized laying of composite tape materials on cylindrical molds, with the molds rotating during the laying process. After the assembly, the components were cured in a hot press tank. The picture above shows the manufactured test prototype fuselage on the assembly fixture, without the fuselage frame installed yet. The longitudinal cap-shaped longitudinal beams and the fuselage skin were consolidated together, that is, they were placed in the mold before laying the outer solid laminated sheet material of the fuselage. After inspection, windows and doors would be cut out.
Most of the frames are made of resin-impregnated carbon fiber, but Miller reported that a few specific areas' designs and cost issues led to the use of a small amount of titanium alloy and aluminum alloy frames. The composite material frames are fixed to the fuselage skin by carbon fiber composite material shear connectors. Although Boeing considers the frame design as confidential, an assembly photo of frame/fuselage assembly that has been made public shows that there are independent 'foot' plates between the longitudinal cap-shaped beams to better distribute the shear load.
Unlike the standard practice, the horizontal tail wings will adopt a single-piece co-curing box structure, integrating the upper and lower skin laminated sheets and the front/back frames (excluding the leading edge and trailing edge), rather than separate components. Boeing's partner Alenia Aeronautica (Campania and Puglia regions, Italy) was the first to pioneer this innovative method. The innovation of the vertical tail wings focuses on implementing advanced assembly processes, which can significantly reduce assembly fixtures and production cycles.
Regarding the design or manufacturing method of the main wing box, Mitsubishi Heavy Industries (Tokyo, Japan) will be responsible for this part of the work, but the published information is limited. However, it is known that the solid laminated wing skin after curing will be cut to net shape using a super-large abrasive water jet cutting machine (working table size 36 meters × 6.5 meters or 118 feet × 21 feet) by Flow International Corp. (Kent City, Washington) for Mitsubishi Heavy Industries, which was custom-built by Flow International Corp. at its Jeffersonville factory in Indiana.
The abrasive water jet cutting machine can quickly cut thick laminated sheets without overheating them, which is a problem that traditional cutting techniques may encounter. Michael Ruppenthal, the marketing director of Flow International Corp., said that the cutting speed of 25-millimeter (1-inch) thick laminated sheets can reach up to 0.67 meters (26 inches) per minute. In thinner areas, the cutting speed of 6-millimeter (0.25-inch) thick laminated sheets can be increased to 3 meters (120 inches) per minute. Ruppenthal pointed out that Mitsubishi may be more conservative, for example, using a maximum cutting speed of approximately 390 millimeters (15 inches) per minute in thicker skin sections.
Mitsubishi also ordered two large automatic tape laying machines (ATL - automated tape laying) from the machine manufacturer Forest-Liné (Capdernac, France) for manufacturing the wing box. Forest-Liné has provided similar equipment to European aircraft manufacturers Airbus and Dassault, and these equipment are currently in use. The third ATL unit will be delivered to Fuji Heavy Industries (the manufacturer of Subaru cars) for use in manufacturing the central wing fairings of the 787. The US representative of Forest Liné, Carol Grant (Aerospace Composites Consulting, Salt Lake City, Utah), pointed out that the equipment ordered for the 787 project will be the first time that Forest Liné Company sells composite material equipment to aerospace manufacturers outside Europe. These three machines will be equipped with Forest-Liné's dual-phase tape laying technology, which combines the industry standard single-phase tape laying with the company's dual-phase process using an integrated feeding head. In the single-phase process, the pre-impregnated tape material is cut into the appropriate shape and then laid on the tool under pressure. In contrast, the dual-phase technology eliminates the steps of waste removal and tape cutting during the laying process, which may interfere with the tape laying process. In the dual-phase process, the tape material is equipped with an offline cutter, rewound onto a roll, and loaded into the tape layer feeding head on the machine frame, which does not have a cutting function.
One side of the feeding head is equipped with an ultrasonic cutter that can handle pre-impregnated tape materials up to 12 inches wide, suitable for low-complexity irregular tape laying; the other side is used to handle 6-inch wide tape materials that have been 'pre-cut' by the offline cutter. The dual-phase tape laying technology is expected to efficiently produce large parts that contain both complex and simple shape trajectories.
The fan casing of the GEnx aircraft engine of General Electric Company (Fairfield, Connecticut) is made of composite materials through the infusion process. This model is one of the two optional engines for the Boeing 787. As the first aircraft to use a fully composite structure to accommodate fan blade fractures, this move achieved significant weight reduction. This fan casing will be produced by GKN Aerospace Company (East Cowes, Isle of Wight, UK) at its manufacturing base in Alabama, USA. Paul Cocker (Vice President and General Manager of the Alabama Aerospace Structures Factory) of GKN said that this technology not only met Boeing's strict weight and performance indicators, but also significantly improved product quality while saving considerable costs.
Israel Aircraft Industries (IAI, Tel Aviv, Israel) will design and produce the floor structure of the fuselage tail according to the contract with Water Company. These structures will include composite material floor beams and several metal components. Although Boeing did not disclose the material supplier, IAI recently completed the floor structure of the G-150 business jet, which used a sandwich structure of carbon/epoxy resin skin and aramid honeycomb core provided by M.C. Gill (El Monte, California).
NSE Composite Materials Company (Seattle, Washington) has signed a contract with Boeing to develop and design tools to ensure that the composite material structure meets the damage tolerance requirements.
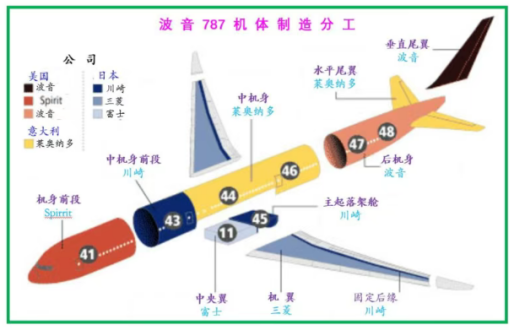
Global supplier network
Although many of the technologies used in the 787 aircraft are pioneering, in the long run, what truly holds revolutionary significance is the management model for the supplier group. The manufacturing of this aircraft will be the most internationalized commercial aircraft project to date. The American Vought Aircraft Industries Company (Dallas, Texas) and the Alenia North America Company (Cupertino, California, an Alenia aviation subsidiary) will jointly undertake 26% of the structural work. According to Vought's public statement, it will be responsible for producing the two sections of the rear fuselage components, while the remaining components will be manufactured by the Italian Alenia Company. The Global Aviation LLC (located in Charleston, South Carolina) formed by the joint venture of Vought and Alenia will be responsible for the integration of the middle and rear fuselage. This part accounts for approximately 60% of the overall fuselage structure. 35% of the manufacturing work for the 787 fuselage will be completed in Japan: Fujitsu and Mitsubishi will jointly undertake the manufacturing of the key composite wing structure, while Kawasaki Heavy Industries (Hyogo, Japan) will be responsible for the manufacturing of the main landing gear compartment, the main wing fixed trailing edge, and the front section of the middle fuselage. The same proportion will be allocated to the facilities of Boeing and its partners in the United States, Canada, and Australia. Boeing will produce the vertical tail wings in Frederickson, Washington, and the wing-body fairing in Winnipeg, Canada. Boeing's Australian subsidiary Hawker de Havilland is investing 175 million US dollars to upgrade the Melbourne factory for the production of wing trailing edge movable components, including flaps and ailerons. Previously, Boeing also planned to produce fixed and movable wing leading edge components in Tulsa, Oklahoma. Andthe parts for the flight deck and the front fuselage will be produced in Wichita, Kansas. However, due to recent company reorganization, Boeing has sold the related facilities to Onex Corp. (Toronto, Canada). Onex has now signed an agreement as a 787 partner to assume the responsibility for component production. Thermal Equipment Corp. (TEC, Torrance, California) has received a contract worth several million dollars for the construction of the first large thermal curing tanks (expected to become one of the largest in the world), and these equipment will be used for the curing treatment of large 787 composite structures.
The remaining 4% of the aircraft manufacturing is completed by several French and British companies. It is notable that GKN Aerospace and many other structural suppliers from France act as secondary and tertiary suppliers to the main partners. For example, Israel's IAI Company supplies to Vought and Kawasaki (both fuselage partners) and will also provide wing components for Mitsubishi. China's AVIC I will supply rudders from its factory in Chengdu, and AVIC II will produce unspecified composite and metal components at its Hafei base. Some enterprises of the Russian aerospace industry will provide design services and testing facilities, and the minerals of Russia will become an important source of titanium metal for the 787.
Balancing global and local aspects simultaneously
Although the composite material technology of the 787 is exciting, Boeing has led the trend in future aerospace projects in more areas than just material selection. The 787 project marks a significant transformation from traditional manufacturing to immediate delivery, electronic empowerment, and continuous flow technology, and is expected to enable the assembly of an entire aircraft in just three days. To this end, Boeing is widely adopting automated drilling systems and the 'determinant assembly' assembly fixture method. Previously, production design and assembly design were often two separate steps. Determinant assembly involves designing components that can interlock at predetermined connection points, within tolerance limits, ideally without manual measurement and adjustment or extensive use of fixtures. In such large formats, previously eliminating fixtures was impossible, but engineers have been able to collaboratively develop components and their assembly fixtures, designing the latter with greater flexibility.
The 787 has had an equivalent impact on Boeing's organizational approach to industrial and financial infrastructure worldwide. Boeing optimized the production layout to maximize access to technology and funds. At the same time, the selection of suppliers reflects the company's recognition of the importance of scheduling production work in countries that support aircraft sales, especially in China and Japan.
The unprecedented geographical distribution of supply bases will require long-distance transportation of many large structural components. Final assembly will take place at Boeing's factory in Everett, Washington, which is a major seaport in the United States and will provide enhanced facilities for shipping structural components. However, Boeing is also modifying three 747 aircraft for rapid air transportation of 787 components. More importantly, considering the distribution locations of the four fuselage section design and manufacturing bases - Japan, Italy, Kansas, and South Carolina - there is indeed a possibility of technical divergence. Due to the non-overlapping normal working days of the four locations, even arranging teleconferences is difficult. In recent years, software technology advancements have enabled virtual design and design communication not only to occur within the company's internal computer network but also to connect with project partners across borders. Nevertheless, to ensure the compatibility of part design and assembly, Boeing plans to concentrate all suppliers' core design and manufacturing personnel at the same location during key design stages, conducting what Miller calls 'pairing learning activities.' Miller stated that the team will continue to collaborate in pairing, sharing ideas, experience, and solutions throughout the project cycle.
Original-《Boeing sets pace for composite usage in large civil aircraft》2005.5.1
ChaofanYang









